隨著電路集成技術(shù)的發(fā)展��,電路板在電子產(chǎn)品中的應(yīng)用體現(xiàn)出非常顯著的優(yōu)越性�����,器件高度集成,節(jié)省出了較大的空間���,使產(chǎn)品體積越來越?���?�;高效率自動組裝技術(shù)的應(yīng)用使生產(chǎn)效率大大提高���,釋放了大量的勞動力資源����,因此電路板在電子產(chǎn)品中的使用越來越廣泛����。
但是我們不可能將所有的電器件都集成到電路板上,因此電路板與其它電器件之間的連接還是避免不了的�,如何將電路板與其它電器件對接,普遍的方法就是用導(dǎo)線將電路板接口與其它電器件進行連接���。
導(dǎo)線在電路板上的組裝一般有幾種方法:第一�����,直接將導(dǎo)線焊接到電路板的焊盤上��;第二�����,用接線端子���、接插件等板與線連接器組裝到電路板上�,然后再將線壓接或插接到連接器上�。由于第一種方法不適合自動組裝需要人工焊接,勞動效率不高����,而且不利于產(chǎn)品的品質(zhì)保證�,因此第二種方法是可行的。
一般的產(chǎn)品中低壓控制信號線都會使用多股軟電纜�,因此多股電纜的端頭處理也成為了電子產(chǎn)品制造企業(yè)的一項比較重要的工藝。
2壓接工藝研究
一般的電纜端頭壓接工藝的流程為:
剪線→剝頭→捻頭→壓接→防護
下面本文將對每一個步驟的關(guān)鍵質(zhì)量點進行討論���。
2.1剪線
電纜壓接過程��,需先將電纜裁剪���,裁剪尺寸�、線型等參數(shù)根據(jù)產(chǎn)品的設(shè)計工藝文件�����,該步驟也稱為“下線”�。
關(guān)鍵質(zhì)量點:
(1)裁剪端面平齊、工整��;
(2)裁剪時應(yīng)快速����、利索的剪下;
(3)裁剪工具的刀口要鋒利���,不可太鈍����。
質(zhì)量點不滿足要求后果:
(1)切口傾斜會導(dǎo)致壓接不牢靠����;
(2)裁剪時不夠迅速及裁剪工具遲鈍可導(dǎo)致切口處的線芯歪倒���,使線芯不易順直或捻頭。
圖1
2.2剝頭
下線完畢后的電纜需要剝除絕緣層使線芯裸露����,剝頭長度依據(jù)各種壓接件圓管長度確定,具體可參考相應(yīng)的工藝要求��。
關(guān)鍵質(zhì)量點:
(1)切口平齊�����;
(2)不可傷線芯�����。
質(zhì)量點不滿足要求后果:
(1)切口傾斜可影響壓接位置的選擇�,導(dǎo)致“外皮壓接部” (見壓接工序介紹)的壓接不可靠;
(2)線芯受傷可直接降低線纜的載流量���,使其可承受電流減小。
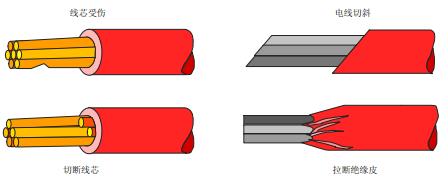
圖2
2.3捻頭
多股線剝頭時可以在剝除絕緣層時順帶做捻頭處理�����,邊拉邊捻頭,如果在剝除絕緣層時沒有做捻頭處理���,應(yīng)該帶手套進行捻頭�����,不可直接用手捻線芯��。并且捻頭時應(yīng)該使線芯圍繞電纜的軸線方向轉(zhuǎn)動�,沿線芯原來的合股方向扭緊��,捻頭的角度一般為300~450�。
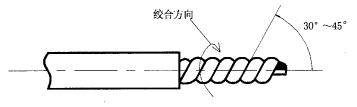
圖3
關(guān)鍵質(zhì)量點:
(1)捻頭不易過緊;
(2)捻頭方向為原絞合方向����。
質(zhì)量點不滿足要求后果:
(1)捻頭過緊即捻頭角度過大,可使線芯脫出或斷掉�����,且會使壓接后的附著力減小�����,影響壓接可靠性,如圖4所示�����;
(2)一般多股線絞合方向都為圖3所示�,如果捻頭方向與原絞合方向相反會造成線芯松散。

圖4
2.4壓接
捻頭完畢的線纜可以進行壓接操作��,將線纜放入插針或接線鼻管內(nèi)����,放入位置及要求見圖5。
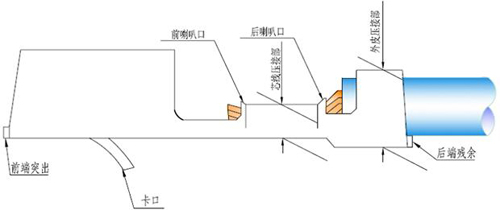
圖5
關(guān)鍵質(zhì)量點:
(1)前后喇叭口必須保證���;
(2)外皮壓接部與芯線壓接部之間的觀察框部位應(yīng)該是線皮與線芯各占一半���;
(3)卡口部位的彈性應(yīng)該良好,不應(yīng)被壓扁下去���。
質(zhì)量點不滿足要求后果:
(1)喇叭口如果沒有將很難保證線芯壓接力度����,過深的喇叭口也可能會使線芯壓斷����;
(2)觀察框部位如果絕緣皮過多則可能使絕緣皮壓到線芯壓接部里,造成線芯與插針之間的接觸不良���,如果線芯過多則可能使外皮壓接部不起作用��,線芯有折斷或絕緣皮有脫離外皮壓接部的可能�;
(3)卡口部位的彈性不好或被壓扁下去���,則可能使插針插接失效�����,造成脫落的可能�。
2.5防護
壓接完畢的端頭需要進行防護�����,如果防護套需要提前套到線上�,則應(yīng)在下線完畢時進行套入。
關(guān)鍵質(zhì)量點:螺栓壓接式的接線鼻的防護部位不可固定到壓接面上����。
質(zhì)量點不滿足要求后果:
3 結(jié)束語
端頭處理工藝的各個工序都有其關(guān)鍵質(zhì)量點�,但整體的處理工藝中壓接工藝又是較關(guān)鍵的一步��,因此壓接工序必須處理好����,尤其要保證喇叭口的要求,需要引起足夠的重視����。
端頭處理得不好直接影響產(chǎn)品質(zhì)量,并且不易被發(fā)現(xiàn)��,表現(xiàn)出一些莫名其妙的故障類型���,這些莫名其妙的故障直接將產(chǎn)品降低為劣質(zhì)產(chǎn)品�,所以端頭處理工藝應(yīng)該受到重視�����,并努力做好�,只要抓住關(guān)鍵質(zhì)量點,并保證其處于受控狀態(tài)��,我相信各相關(guān)企業(yè)內(nèi)的端頭處理工藝都會做好。